Grease is often used to lubricate this swaging process which is also called roller swaging.
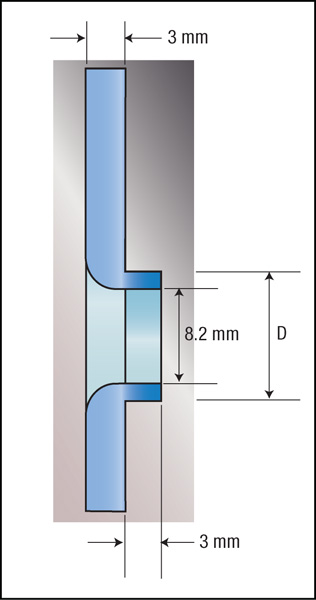
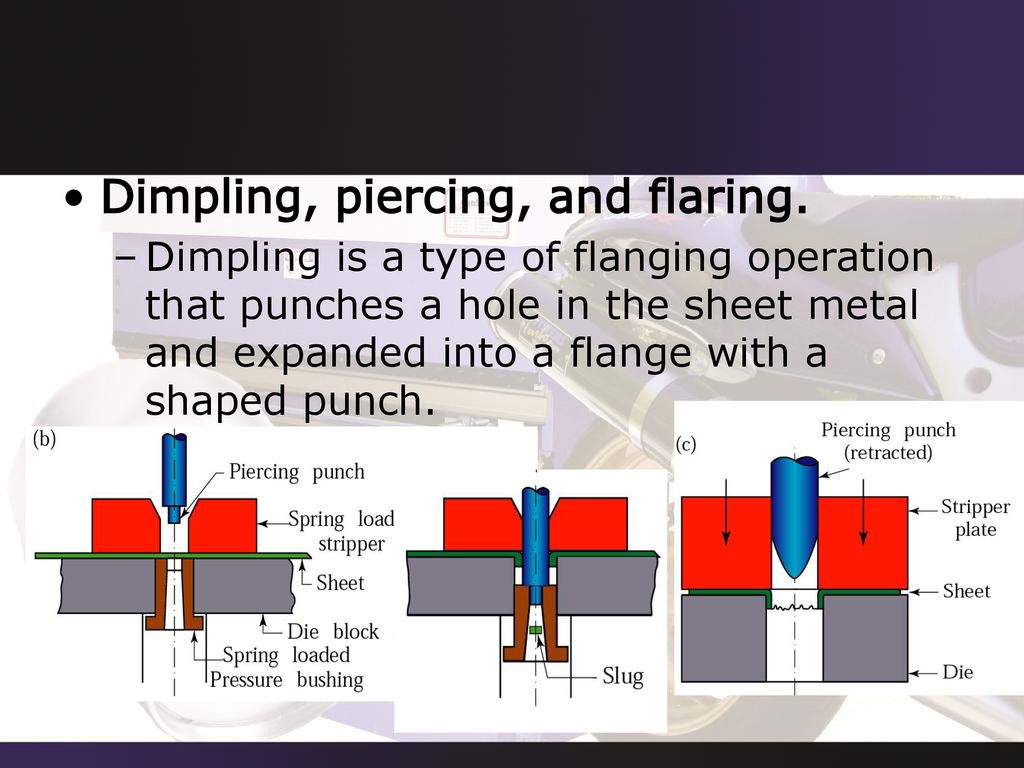
Flaring operation in sheet metal.
Swaging is used to attach brass pins to circuit boards.
An elasto plastic incremental finite element computer code based on an updated lagrangian formulation was developed to simulate the flaring and nosing processes of a metal tube in the asisymmetric condition.
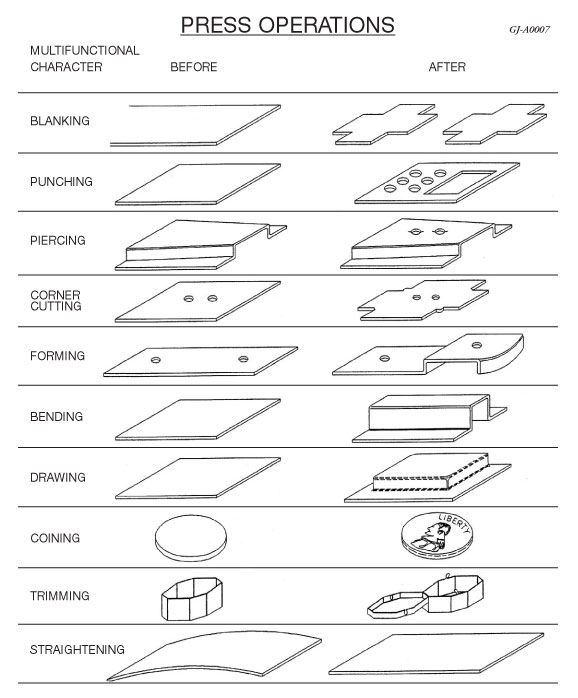
Sheet metal fabrication is the process of forming parts from a metal sheet by punching cutting stamping and bending.
Instruction video for ram sheet metal unit.
Curling curling sheet metal is the process of adding a hollow circular roll to the edge of the sheet.
The extended r min technique was used to treat the elastic plastic stress state and to solve contact problems at the tool metal interface.
3d cad files are converted into machine code which controls a machine to precisely cut and form the sheets into the final part.
This could be a single stage operation where every stroke of the press produces the desired form on the sheet metal part or could occur through a.
Curling is different than a tear drop hem because in a curl the edge finishes inside itself where a hem leaves the initial edge exposed.
Stamping includes a variety of sheet metal forming manufacturing processes such as punching using a machine press or stamping press blanking embossing bending flanging and coining.
Flanging metal is the act of swiping sheet metal in a direction contrary to its previous position.
Stamping is the process of placing flat sheet metal in either blank or coil form into a stamping press where a tool and die surface forms the metal into a net shape.
The curled edge provides strength to the edge and makes it safe for handling.
A modified coulomb s friction law was introduced to treat the alternation of the sliding sticking state of friction at the contact interface.
The flaring is done with a pair of rolls that travel around the hole and are fed down into the part deforming the metal in a controlled predicted way.
Calculate the required force to deep draw a piece of sheet metal based on the drawing ratio sheet thickness and the ultimate tensile strength of the material.
Forming a sheet metal blank into the shape required by design is initially performed in a draw die.
In swaging and flaring material from a post or cylinder is moved outward or inward radially to capture an edge or rim.